Hartmetallsorten
Sortenspektrum von Saar-Hartmetall
- Über 30 unterschiedliche Standard-Hartmetallsorten
- Bindergehalte von 6 Gew.-% bis 30 Gew.-%.
- Härten von 600 HV30 bis 1800 HV30
- Unterschiedliche Binderzusammensetzungen: Co/Ni/CoNi
- Korngrößen von Feinst bis Extragrob
- Entwicklung von Hartmetallsorten nach Anforderung der Kundenanwendung
- Schneidsorten mit mittleren bis hohen TiC-, TaC-, NbC-Gehalten
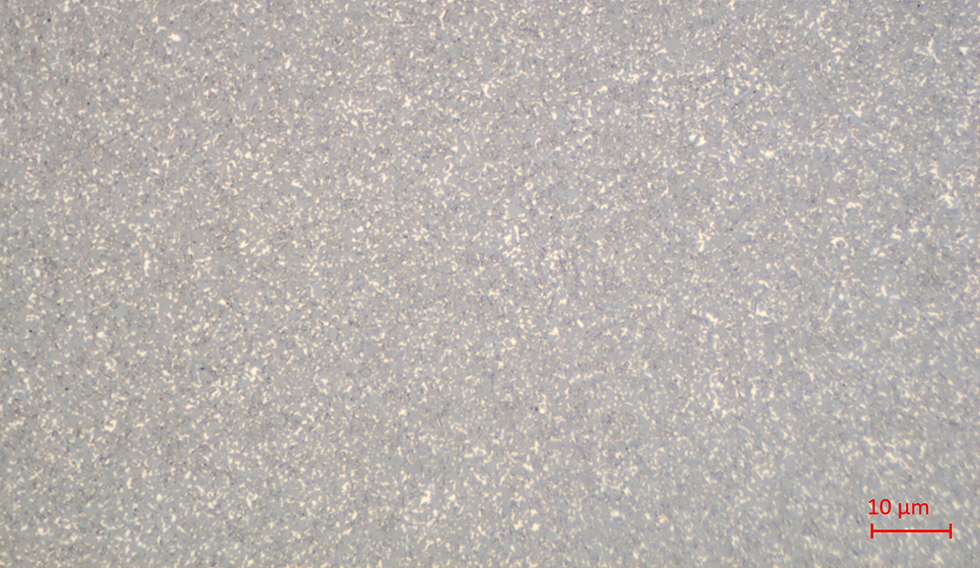
WC Korngrößen-Klassifikation [µm]
| Nano | Ultrafein | Feinst | Fein | Mittel | Grob | Extragrob |
| < 0,2 | 0,2 – 0,5 | 0,5 – 0,8 | 0,8 – 1,3 | 1,3 – 2,5 | 2,5 – 6,0 | > 6,0 |
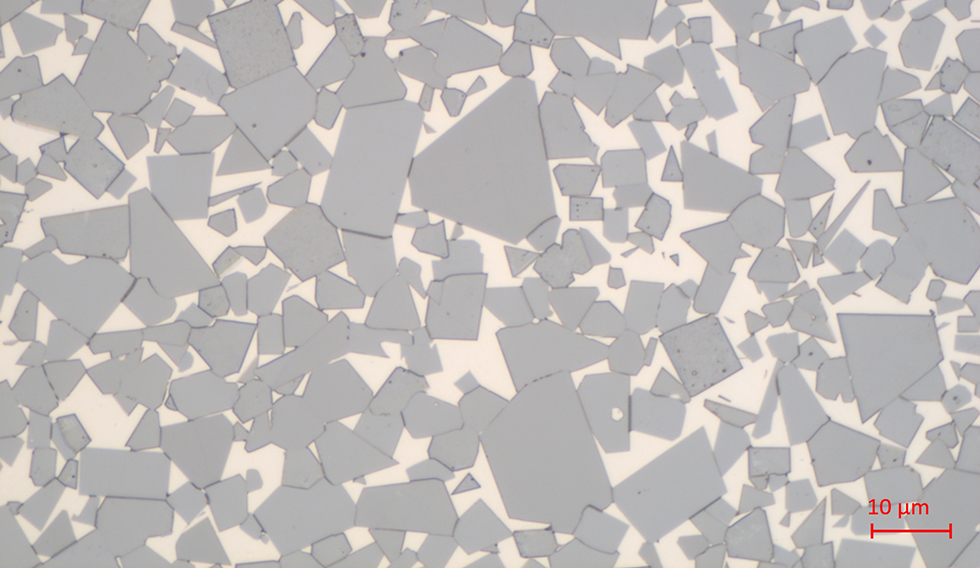
Korngröße: Extragrob
Binderanteil 10-15 Gew.-%
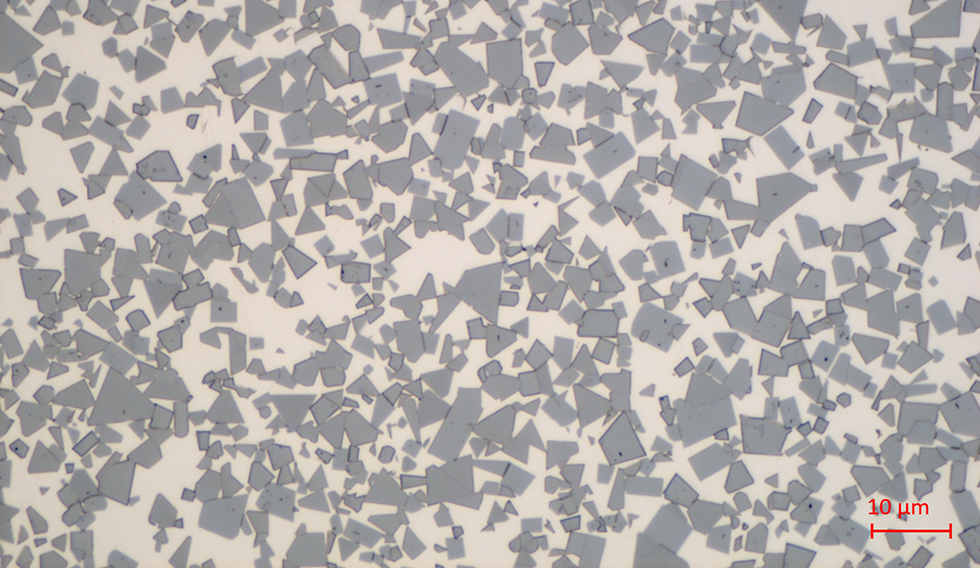
Korngröße: Grob
Binderanteil >20 Gew.-%.

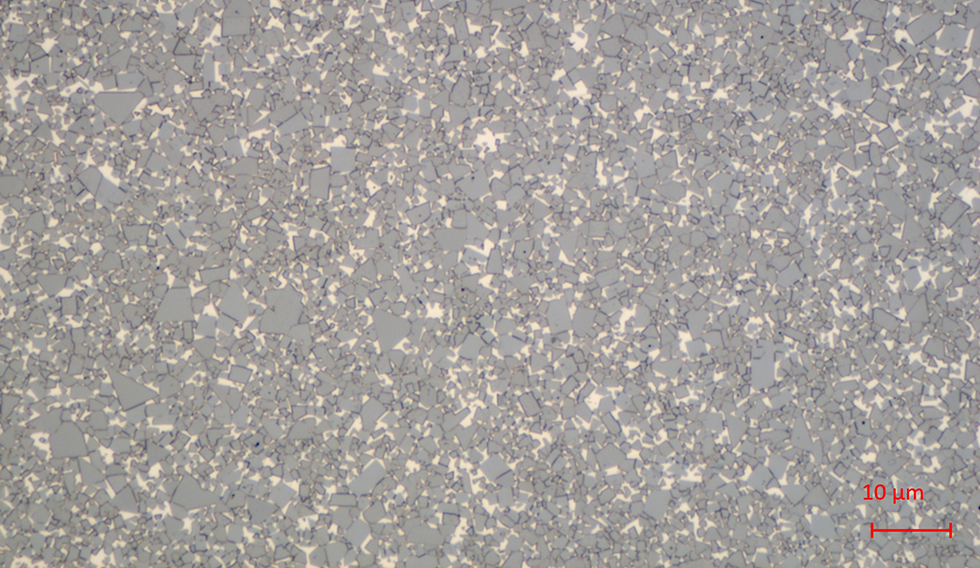
Korngröße: Mittel-Grob
Bindergehalt: 10-15 Gew.-%
Hoch TiC-, TaC-, NbC-haltig
Korngröße: Mittel
Binderanteil < 10 Gew.-%